咨询热线:


热镀锌焊接钢管焊缝处理工艺主要包括以下几个关键步骤:
1、焊缝打磨与清理:首先,使用砂纸或打磨机对焊缝进行打磨,清除焊接过程中产生的飞溅、渣滓等杂质。打磨的目的是确保焊缝表面光滑,便于后续的处理和检查。同时,清理焊缝周围的油污、灰尘等,保持焊缝区域的清洁。
2、焊缝检查:对焊缝进行仔细检查,确保焊缝质量符合相关标准和要求。检查焊缝是否有裂纹、气孔、夹渣等缺陷,如有必要,进行修复或返工。
3、热镀锌处理:将清理和检查合格的钢管进行热镀锌处理。热镀锌是将钢管浸入熔融的锌液中,使钢管表面形成一层锌层,以提高钢管的耐腐蚀性能。在热镀锌过程中,需要控制镀锌层的厚度和均匀性,确保镀锌质量。
4、焊缝镀锌修复:由于热镀锌处理可能导致焊缝区域的锌层受损或变薄,因此需要对焊缝进行镀锌修复。可以使用刷涂或喷涂的方法,在焊缝区域涂覆一层锌漆或锌粉,以恢复其防腐性能。
5、质量检查与验收:对处理完成的热镀锌焊接钢管进行质量检查和验收。检查焊缝区域的镀锌层是否均匀、完整,无漏涂、脱落等现象。同时,对整个钢管的外观质量、尺寸精度等进行检查,确保产品符合相关标准和客户要求。
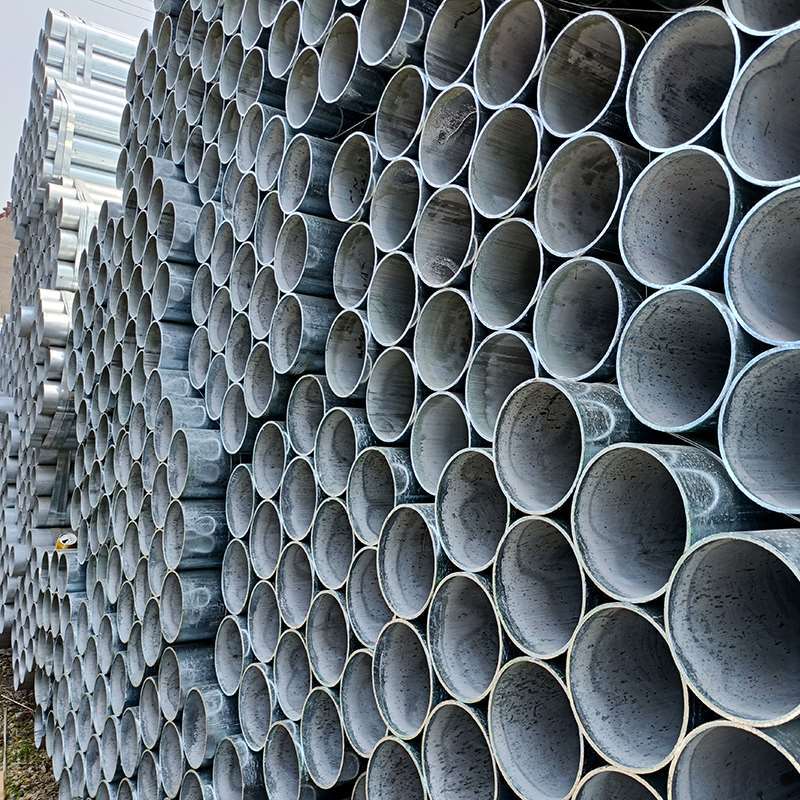
.jpg "热镀锌焊接钢管")
热镀锌焊接钢管标准要求
1、产品标准:热镀锌焊接钢管应符合相关的国家、行业或国际标准,如GB/T 3091-2015《焊接钢管》、ASTM A53/A53M-20《标准规范 for 管式、钢、黑及热镀锌、焊接及无缝》等。这些标准规定了钢管的尺寸、材质、制造工艺、检测方法等方面的要求。
2、外观质量:钢管表面应光滑、平整,无裂纹、结疤、折叠、夹杂和压入的氧化铁皮等缺陷。焊缝应平整、均匀,无咬边、焊瘤、烧穿、夹渣和气孔等缺陷。此外,镀锌层应均匀、完整,无漏镀、脱落和锈蚀等现象。
3、化学成分:钢管的化学成分应符合标准要求,包括碳含量、硫、磷等元素的限制。这有助于确保钢管的机械性能和耐腐蚀性能。
4、机械性能:钢管应具有良好的拉伸强度、屈服强度、冲击功等机械性能,以满足使用要求。这些性能通常通过拉伸试验、冲击试验等方法进行检测。
5、尺寸精度:钢管的外径、壁厚、长度等尺寸应符合相关标准的规定,以确保与其他管道或设备的兼容性。
6、安全标准:在使用过程中,热镀锌焊接钢管需要符合一定的安全标准。安装时应严格按照相关规范进行,保证管道的稳固和密封;使用时应注意管道的承压能力和耐腐蚀性能,避免超负荷使用和腐蚀介质的直接接触;维护和保养方面应定期检查管道的表面状态、连接处的密封性能等,及时发现问题并进行处理,确保管道的安全运行。
此外,根据具体的应用场景和需求,可能还有其他特殊要求,如抗压性能、耐高温性能等。因此,在选择和使用热镀锌焊接钢管时,应仔细查阅相关标准和技术文件,确保产品符合特定要求。
内外壁热镀锌无缝钢管的生产工艺特点
一、生产工艺概述
内外壁热镀锌无缝钢管是一种具有内外层镀锌层的钢管,其生产工艺主要包括以下几个步骤:原材料准备、冷拔成型、酸洗去除氧化物、热镀锌、冷却和切割等。在整个生产过程中,需要严格控制各个环节的质量,以保证产品的性能和质量。
二、生产工艺特点
1. 严格的生产工艺控制
内外壁热镀锌无缝钢管的生产工艺涉及多个环节,如冷拔成型、酸洗去除氧化物等。在这些环节中,需要严格控制温度、时间等参数,以保证产品的尺寸精度和表面质量。同时,还需要定期对生产线进行检查和维护,确保设备的正常运行。
2. 高质量的原材料
内外壁热镀锌无缝钢管的性能和质量与其原材料密切相关。因此,在生产过程中,需要选用钢材作为原料,并对其进行严格的化学成分分析和力学性能测试,以确保产品的性能达到设计要求。
3. 先进的设备和技术
内外壁热镀锌无缝钢管的生产需要使用先进的设备和技术,如冷拔机、酸洗槽等。这些设备和技术可以提高生产效率,保证产品的尺寸精度和表面质量。同时,还可以减少生产过程中的环境污染,降低能源消耗。
4. 环保的生产方式
在生产过程中,内外壁热镀锌无缝钢管需要经过酸洗处理去除氧化物。传统的酸洗方法会产生大量的废水和废酸,对环境造成严重污染。而现代的酸洗技术则采用循环酸洗工艺,可以将废水和废酸回收再利用,从而减少对环境的影响。
标签:
沧州市华联钢管有限公司 版权所有